






The mining automatic metering system is aimed at the fully automated (no personnel intervention) collection of automatic metering, weighing and peeling (empty) data using the car as a means of transport, ensuring the accuracy of the original data collection. By realizing automatic metering, the operation time of each operation link can be greatly shortened, the loading and unloading capacity of the metering system can be improved, and the working environment of metering personnel and car drivers can be improved and the labor intensity can be reduced. For the management of the gate bayonet, the vehicles entering and leaving the gate can be monitored from time to time, and the specific time of vehicle entry and exit can be queried. Intelligent management of RFID gate bayonet improves the safety management of materials in the factory area.
Second, The objectives of project implementation
(1) Transport vehicle queue management. Vehicle queue management mainly completes the queuing of transport vehicles, eliminates vehicle queues, and improves the order of vehicle transportation.
(2) Sampling. Sampling completes the sampling of incoming ores.
(3) Weighing. Weighing mainly completes the measurement of the gross weight of coal-fed vehicles.
(4) Peel. The peel mainly completes the measurement of the empty weight of the vehicle, and finally calculates the net weight.
(5) Real-time monitoring. Real-time monitoring mainly completes the real-time monitoring of the process of sampling, weighing and peeling, and timely understands the situation of sampling, weighing and retracting vehicles in order to process them in a timely manner.
(6) Monitoring and management system. The monitoring and management system mainly completes the management and maintenance of the basic information of the system, and the selection and setting of the operation mode.
(7) Factory gate management. Monitor incoming and outgoing vehicles in real time and query the historical entry and exit time of vehicles.
Third, the system design
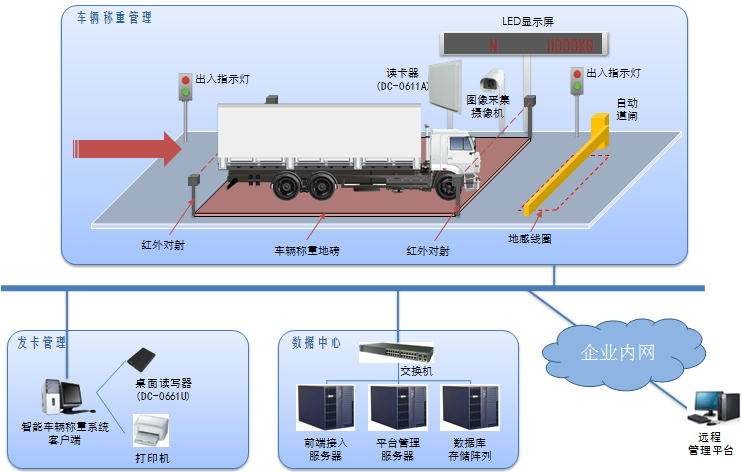
1. The topology of the system
The network topology of the system, including: monitoring management system, vehicle queue management, weighing host, sampling host, peeling host, gate bayonet management, real-time monitoring, database server and other online workstations. The unit systems are connected together via an in-plant LAN to share data.
2. Systematic workflow
All transport vehicles first go to the vehicle queue management office before entering the mine, and the queue is sorted, and only the sorted transport vehicles can enter the factory area. After the transport vehicle is sorted, it enters the sampling platform for sampling. When sampling, it is necessary to determine whether the vehicle is in line, and if it is a vehicle in line, it is not sampled. After the sampling is completed, the vehicle drives into the truck scale for gross weight measurement, loading and unloading after the measurement is completed, driving into the truck scale after loading and unloading is completed for the measurement of skin weight, and the net weight is automatically calculated after the measurement is completed. In the process of weighing and peeling, if there is an abnormal phenomenon, the system will automatically notify the real-time monitoring system, and the monitoring personnel can handle it in time to ensure the normal operation of the system.
Fourth, the system operation
According to the system workflow, the following is divided into five sections to describe the operation of the system.
1. Vehicle queue management
Vehicle queue management realizes the management of the transport vehicle queue, thereby reducing the occurrence of the phenomenon of queue insertion and improving the traffic rate of vehicles. Automatic vehicle queue management is done through the automatic identification system of vehicle number.
The automatic vehicle number identification system mainly includes microwave radio frequency cards, readers, radio frequency cables, antennas and automatic vehicle number identification software. Each transport vehicle is equipped with a microwave RF card, and each microwave RF card corresponds to a vehicle number. Through the microwave radio frequency identification card can be achieved automatic identification of the transport vehicle, each through a transport vehicle, the automatic identification system of the car number automatically generates a queue number for the vehicle as a sampling queue sequence. The advantage of using the automatic vehicle number identification system is that there is no personnel to intervene, and the vehicle queue is objective and accurate.
2. Sampling
An automatic vehicle number identification system is installed at the sampling platform. When the transport vehicle enters the sampling platform, the automatic vehicle number identification system will automatically read the vehicle number information and determine whether the vehicle is a queued vehicle, and if so, refuse to sample
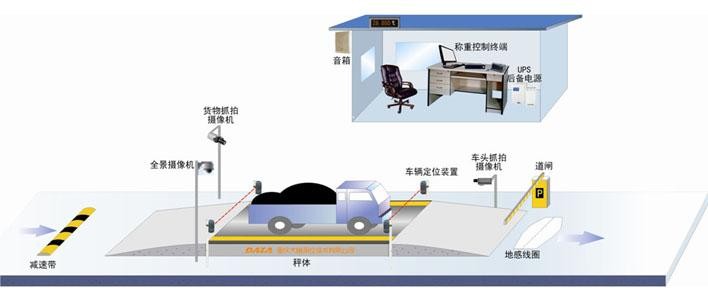
3. Weighing
When the weighing is ready, the green indicator lights up and the stopper is off. After the transport vehicle is sampled, the truck scale is in a weigh-ready state and can drive into the truck scale for metering. After the vehicle enters the truck scale, the red indicator light is lit, the car number automatic recognition system reads the car number information, the metering software starts to measure after the vehicle positioning is successful, the measurement is successfulLy, the rear gear is opened at the same time, the voice prompts the vehicle to drive out of the truck scale, and the measurement is displayed through the electronic display screen, and the vehicle completely drives out of the truck scale after closing the stop to open the green indicator, waiting for the next measurement. In the process of measurement, when there are other situations, such as the vehicle can not be located, the car number can not be read, etc., the metering software will automatically carry out voice prompts and alarms to the monitoring center, prompting the management personnel to deal with it. The entire weighing process is completely hands-free.
4. Peel back
The process of peeling is basically the same as weighing. The difference between the two is mainly in the content of some voice and alarm messages.
5. Real-time monitoring
All the information in the four operation processes of vehicle queue management, sampling, weighing and peeling is fed back to the monitoring center host in real time, and the manager understands the situation of each workflow in real time through the monitoring software system. For example, there are vehicles in line at the sampling site, the vehicle cannot be located when weighing and peeling, and the vehicle number cannot be read in the monitoring center.
In order to ensure uninterrupted work in the factory area, the automatic metering system adopts two working modes: automatic mode and manual mode. Under normal circumstances, when some hardware equipment in the system fails and cannot work in an automatic way, it can be operated manually, so as to ensure the normal production of the factory, and then switch to the automatic mode after the hardware equipment is repaired. The manual way is a backup way.
Fifth, equipment selection criteria
The automatic identification technology used in the automobile intelligent weighing management system and the factory gate bayonet management system is the long-distance RFID system. The electronic tag (car card) is attached to the inside of the front windshield of the transport vehicle, requiring the identification distance of the RFID system to be greater than 6 ~ 8m, the recognition speed reaches 120km/h, there is no special requirement for the data capacity of the label, and there is no special requirement for whether the label has the function of rewriting. The RFID system is required to have high reliability, and the working environment of the equipment usually requires dustproof, temperature and humidity in accordance with industrial application standards. It is worth noting that the electronic label is attached to the inside of the windshield usually reduces the reading distance of the label, so the influence of the glass substrate should be considered in the design of the electronic label. In addition, the application will generally put forward the anti-disassembly function requirements after labeling.
InfoAsia Việt Nam trở thành nhà cung cấp dịch vụ phần mềm số hóa nhà máy sản xuất cho thương hiệu giày hàng đầu thế giới NEW BALANCE
Công ty TNHH Mây Tre Hà Linh
SAP ERP MES and IOT Project for FVIV Factor
Buwon Industry Co, Ltd
KANGLONGDA VIETNAM PROTECTION TECHNOLOGY COMPANY LIMITED
Shini Group
TA TING PLASTIC (HAI DUONG ) CO., LTD
CÔNG TY TNHH MTV BIÊN HOA SCM